�����X�Ͻ�ģ呼�������б���С����(d��o)���Ժá���(d��o)����ܸ����g�ȃ�(y��u)�c�����V�������С���������һ��Ҫ����㲿�����X�Ͻ�ӟ�ģ呵Ĺ�ˇ���c�������Բ�����^�ͣ���(d��o)�������ã����ضȷ���խ��ʼ���K呜ض�Ҫ���(y��n)�ӟ�ģ呵��������c���X�Ͻa(ch��n)��ͬ�خ���(g��u)�D(zhu��n)׃����Ҫ�������_����������W(xu��)����(sh��)���ƽ��ٽM����ʹ�������������B�m(x��)����呼����ηֲ�����ߙCе���ܣ��ӟ�ģ呵��|(zh��)�����c���X�Ͻ�O�a(ch��n)���۵��c�Ѽy�ɴ��|(zh��)��ȱ�ݡ������۵��ɜp����������d��e�����ەr�O�a(ch��n)����(y��ng)�����ж��ɞ�ƣ��ʧЧԴ��Σ���ܴ��۵��UƷ�sռ呼��UƷ����(sh��)��70����80�����ѼyΣ�������Ѽy�UƷ�sռ呼��UƷ����(sh��)��5����10����
����2 �۵��c�Ѽy�Č�������
����2.1 ��ͨ�y�۵��ķ���
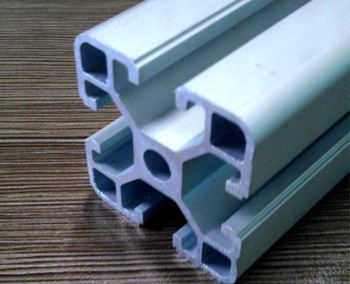
������D1��ʾ����ͨ�y呼������Ϟ�LY11��LD10�����ϳߴ���50mm��55mm��40mm��40mm��69mm����0.29kg�����r�a(ch��n)���۵�����呼����^�Ͽ��Կ��������g���ֵ��۵����Ƀɹ����ӵĽ��ٌ����R�϶���ɵģ�����23mm�c���g�����^��̎���۵�����һ���ֽ��ٵľֲ�׃�α����뵽��һ���ֽ��ك�(n��i)���γɵģ�ͬ�r߀��һ�ɽ��ټ������ӌ������ı�ӽ��َ������Ӷ��γɵģ��������۵�̎��һ���������F(xi��n)��
����2.1.1 �۵��a(ch��n)����ԭ��
�������ϙM����ߴ�������Π�������ֲ�����ʽ���Σ�ģ��ģ���^��̎�A�ǰ돽�^С�������rһ�Ή�����̫��
�D1 ��ͨ�y呼�
����2.1.2 �����۵��ķ���
������ģ��ģ�ŵ�ģ�б����5������7�㣻��ģ�Ŧ�23mm�c呼��^��̎�ĈA�ǰ돽��R3mm����R8mm����呼����۵�����ģ��̎������������������������ӷ����M(j��n)�У���ģ�ű���ֲڶ�ֵRa=1.6��m�pС��Ra=0.4��m�������������ߴ�׃?y��u)?8mm��58mm��74mm����呼��K味��Εr�����p���صķ�ʽ�M(j��n)�в��������m��(d��ng)?sh��)؝�����ģģ�š?BR>����2.2 �S���w�Ѽy�ķ���
������D2��ʾ��492Q���͙C�S���w呼������Ϟ�LY11�ĔD�����ϣ����ϳߴ���70mm��120mm����1.3kg����(d��ng)�������S��煴��������ٽK呣���呼������S��45�㷽��a(ch��n)�����^б�ѣ��Ѽy�_�ڽǶȞ�30�㡫50�㡣
�D2 ���͙C�S���w呼�
����2.2.1 �Ѽy�a(ch��n)����ԭ��
�����D���X���Ͼ������@�ĸ����ԣ����пv��Cе�������@���ڙM��Cе����(�v���g������M���g����С)���ڽK��_ʼ�r������(y��ng)�����ȵ���r�»����������(y��ng)���������£�����������(y��ng)������������Ͼ����g(li��n)ϵ�Ɖģ������ڻ���׃�εİl(f��)չ��׃����������a(ch��n)��б�ѡ�ͬ�r��׃�β���������ĸ��ӑ�(y��ng)���͜ضȲ����a(ch��n)�����ᑪ(y��ng)���^��׃�δ�IJ��ֺ�׃��С�IJ�������ã�����(y��ng)������ԓ���֏��ȕr��a(ch��n)���_�ѡ�
����2.2.2 �����Ѽy�ķ���
������(y��n)�����ʼ���K呜ضȣ��p�������b�t��(sh��)�����s�����ϳ��t�����ĕr�g����(d��ng)�����ڼӟ�һ���ĕr�g���M(j��n)�з��ӣ����ÔD���������S���g�Ժá����Ժõ����c�������Ϗ���ֱ���w�S������쉺��������Ȼ��K呡�
����2.3 �Ͷ��۵��c�Ѽy�ķ���
������D3��ʾ���Ͷ�呼������Ϟ�LY11��LY12�ĔD�����ϣ����ϳߴ���35mm��45mm����0.08kg����RFX��45��ʽ늠t�мӟᣬÿ�γ��t��15�����������10���Ժ����S�����煴�������Ȼ��K呕r�����F(xi��n)�c�ط�ģ�淽����w߅��15�㡫35����Ѽy�������쵽呼�����(d��ng)���æ�30mm��60mm���������S��煴������r����呼��h(hu��n)R10mm̎���ܮa(ch��n)���^����۵���
�D3 �Ͷ�呼�
����2.3.1 �۵��c�Ѽy�a(ch��n)����ԭ��
����ÿ�����ϳ��t���^�࣬ʼ呜ضȵͣ������K呕r׃�γ̶��^��������^���ģ�A(y��)�������(d��ng)��
����2.3.2 �����۵��c�Ѽy�ķ���
�����x������Ҏ(gu��)�����Сֱ�����35mm�����ϼӟᵽ480������2h��ÿ�����ϳ��t����10�����£��K呰����p���صķ�ʽ�M(j��n)�У�����ģ���A(y��)��ضȣ���ÿ��2��������ģһ�Ρ�
����3 �Y(ji��)���Z
���������a(ch��n)���H�Ќ��X�Ͻ�ģ呼��۵��c�Ѽy�ɴ��|(zh��)��ȱ���M(j��n)���|(zh��)�����ƣ���(y��ng)�����A(y��)����������ˇ���g(sh��)�����a(ch��n)������Y(ji��)�ϣ����w��(y��ng)�������ׂ����棺
����(1)��(y��ng)������O(sh��)�䡢��ˇ�b������ϵļ��g(sh��)��r�M(j��n)�б�Ҫ�ķ�����ʹ��칤ˇ�������a(ch��n)���H���������M(j��n)�������������͜�(zh��n)�_��
����(2)���ģ�O(sh��)Ӌ�r����(y��ng)���]呼�����ij��������O(sh��)��ć�λ�������������������g���ϵ��w�e���x�����_�ij��ʽ�������ģģ���^��̎�ĈA�ǰ돽��ģ�б�ȣ�����ģ��(���w߅��)�ı���ֲڶ�ֵ��
����(3)��(y��ng)�_��ʹ�õ��X�Ͻ�ԭ���ϟo�۵����Ѽy�ʹ־��h(hu��n)��ȱ�ݡ������ϼӟ���f����(y��ng)��(y��n)������b�t�����ڼӟ�һ��ĕr�g��(n��i)�����Ϸ��ӣ��M���ܵp�ٳ��t�����ĕr�g��
����(4)���������r����(y��ng)�����p���صIJ���ԭ�t�����_�ؿ������ϵ�׃�γ̶Ȼ��N���������������ÔD��ԭ���ϵĸ����ԣ����_�A(y��)���ģ�Ͳ������ߣ��Լ������؝����ģ(��������ģģ��)��
����(5)��������a(ch��n)�r����(y��ng)�����a(ch��n)���L�y(t��ng)һָ�]�����z(y��ng)�����ܼ��g(sh��)�ˆT��ϣ���Ҫ�r�������I(y��)ָ��(d��o)���a(ch��n)��ͬ�r���������a(ch��n)����(y��ng)�M���ܵذ����ڰװ����a(ch��n)�������ڰl(f��)�F(xi��n)呼����|(zh��)��ȱ�ݣ��ڴ_�J(r��n)�o�۵����Ѽy��ȱ�ݺ���Ҏ(gu��)���ĕr�g�g���(n��i)������й�(ji��)��ؾ������a(ch��n)��
����(6)��呼��z�r����������z��(y��n)���(zh��)�С����z�ơ���߀��(y��ng)��������z���g�zѲ�ؙz����K�z��ֹϵ�y(t��ng)���|(zh��)��ȱ�����뵽�µ�����
�����۵��c�Ѽy�a(ch��n)����ԭ��
����ÿ�����ϳ��t���^�࣬ʼ呜ضȵͣ������K呕r׃�γ̶��^��������^���ģ�A(y��)�������(d��ng)��
�c�������P(gu��n)���c�YӍ:
���˽���� ���� ���P(gu��n)��ϢՈ�L��
�ͲČ��^(q��) ��